-

河北欧博管道装备制造有限公司
主营:河北弯头价格,河北法兰厂家,河北三通价格,河北异径管价格,河北封头厂家,河北不锈钢四通

河北欧博管道装备制造有限公司
主营:河北弯头价格,河北法兰厂家,河北三通价格,河北异径管价格,河北封头厂家,河北不锈钢四通 8
8

按照不同形状用途可以分为:沟槽式弯头、卡套式弯头、双承弯头、法兰弯头、异径弯头、呆座弯头、内外牙弯头、冲压弯头、推制弯头、承插弯头、对焊弯头、内丝弯头等。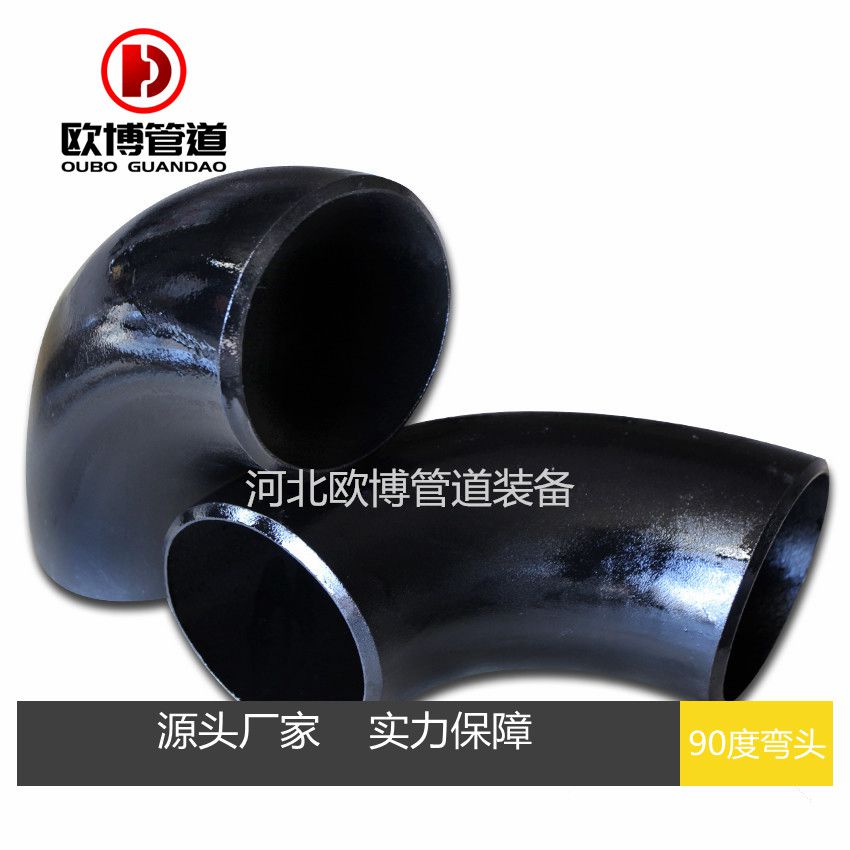
其他名称:90°弯头、直角弯、爱而弯、冲压弯头、压制弯头、机制弯头、焊接弯头等。
在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。